有没有遇到过这样的烦恼?
- 被除油工作困扰着
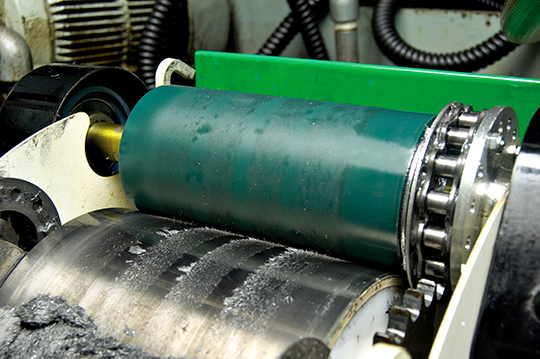
- 橡胶辊被铁屑刺伤
向有这些烦恼的客户,
推荐FINE MAG。
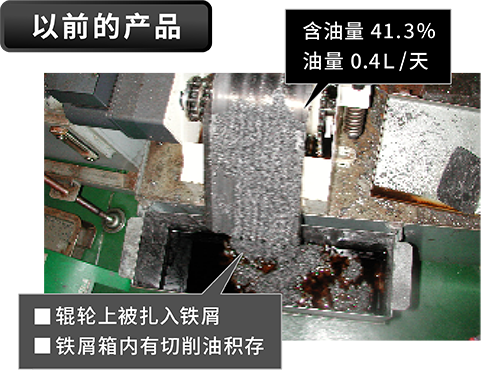
用户面临的问题
- 在不到一个月的时间内,挤压辊被铁屑刺伤。
- 挤压辊磨损并形成台阶。
- 被铁屑带出的切削油增多
- 铁屑回收箱内的切削油逐渐累积,切削油补充量增加。
- 铁屑中的切削油不能被挤净,需要更换新的挤压辊。

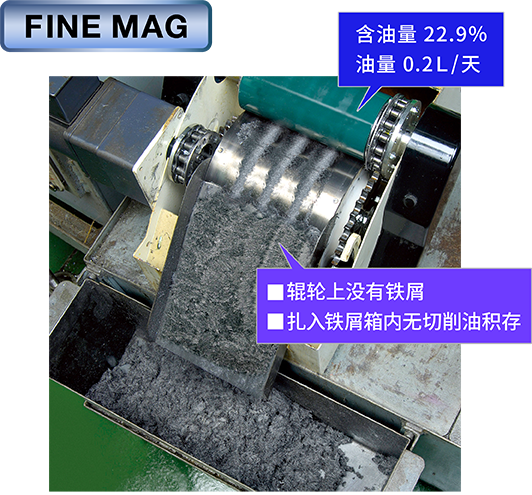
这些问题,
可以通过使用P型辊轮和磁铁经过重新排列的磁滚筒得到解决。
P型辊轮
新开发的材料,
不易被扎伤且耐油性好,
能够长期稳定地发挥挤压效果。

磁滚筒
一直以来FINEMAG的特征是,
磁滚筒的表面硬度和表面精度高,
在剃齿加工中也能保持长久的使用寿命。